In addition to the basic speed control, the CNC milling machine spindle also has position control, such as spindle quasi stop, spindle positioning, thread turning, rigid tapping and other control methods.
 1. Spindle quasi stop
1. Spindle quasi stop
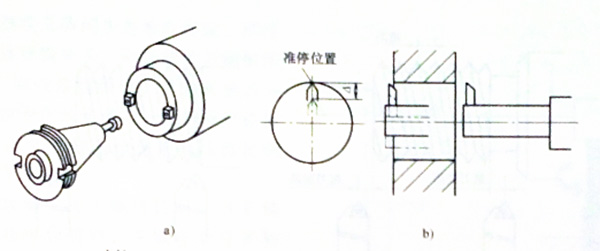
Spindle quasi stop is also called spindle orientation. The instruction code is M190 and the general spindle stop (M05) is different. When the spindle is stopped, the spindle must be stopped at the specified position, while the milling machine spindle motor has a torque to keep the spindle in a quasi-stop position and against the external load of the spindle. Spindle quasi-stop for the following occasions: the center of the machining center when the spindle orientation, so that the handle keyway into the spindle end key, as shown; fine boring retract the spindle when the first directional quasi-stop, the radial offset a short distance, and then axially retract the knife to avoid scratching the machined surface, as shown.
To achieve the milling machine spindle directional control, there must be a turn signal support. A turn signal is obtained according to the different spindle configuration has three ways: one is the spindle motor is installed with a rotary encoder signal; two is a rotating spindle encoder signal; three is the main external a turn signal (proximity switch).
2. Spindle positioning
In the full-function CNC milling machine, the spindle can be fixed angle positioning, such as 45°, 90°and 135°. Spindle positioning function with the power tool holder can be parts of the drilling and milling and other processing. When the workpiece cylindrical cylindrical cutting is completed, the tool holder from the drive head to the processing position. At the same time spindle positioning, drilling from the drive head.
































